L’évolution des conceptions de tampon absorbant
Il est difficile de croire que près de 70 ans se sont écoulés depuis que CHUX (maintenant Johnson & Johnson) a révolutionné le marché des produits de soin pour bébés lorsqu’il a lancé la première couche jetable en 1949. Faisons une avance rapide de 35 ans jusqu’en 1984, et une autre première novatrice pour le secteur de l’hygiène jetable faisait ses débuts. Kimberly Clark a montré au monde entier que le besoin en couches jetables dépassait largement les nourrissons et les tout-petits et a commencé à fabriquer des protections Depend pour l’incontinence pour adultes.
Sans conteste, l’introduction de ces types de produits jetables a changé le mode de vie de la population à l’échelle mondiale. Et les améliorations innovantes que les fabricants explorent et expérimentent aujourd’hui, en particulier celles ayant trait au tampon absorbant, font prendre aux produits de nouvelles directions passionnantes. Pour vous aider à mieux comprendre l’évolution actuelle des conceptions de tampon absorbant, revenons au tout début.
Au début
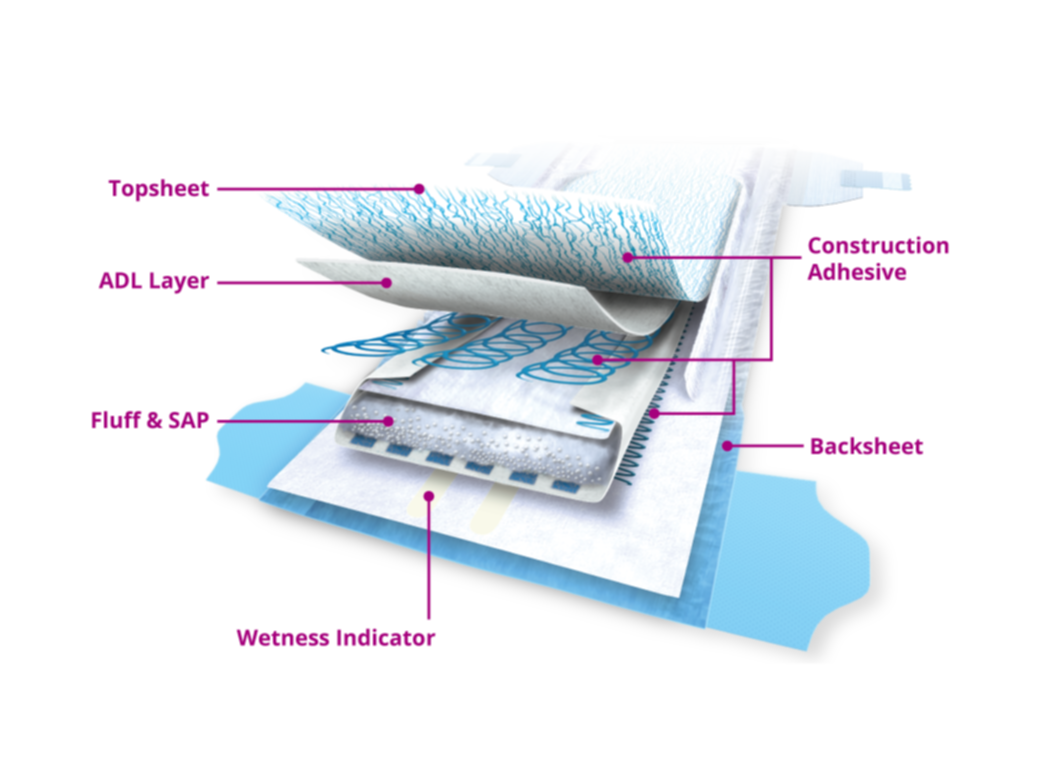
Les premiers modèles de couches jetables étaient très simples. Ils avaient une forme rectangulaire avec une pile de 15 à 25 feuilles de papier de soie servant à créer une couche absorbante. On estime que la capacité maximale de ces premières couches était d’environ 100 ml de liquide, ce qui signifiait qu’elles devaient être changées après chaque attaque. Et bien qu’il leur manquait des éléments comme une ceinture élastiquée, un tour de jambe, des attaches réutilisables et un indicateur d’humidité que l’on retrouve couramment sur les produits d’aujourd’hui, elles étaient considérées comme des articles de luxe !
À mesure que la popularité des couches jetables augmentait chez les parents, la concurrence entre fabricants devint plus rude. À peine un an après la commercialisation de la couche à tampon absorbant en tissu, Paulistrom a introduit l’utilisation de la ouate de cellulose (le premier fluff). Ce nouveau matériau pourrait être découpé et inséré comme tampon absorbant jetable dans une culotte réutilisable.
Le fluff est rapidement devenu le matériau pour tampon absorbant de choix. Non seulement les fibres contribuaient à l’absorption et la distribution rapides des liquides, mais elles amélioraient également l’intégrité du tampon absorbant pour de meilleures performances.
Le polymère superabsorbant change la donne
Dans les années 1980, l’industrie de l’hygiène jetable a vu l’introduction d’une autre innovation incroyable qui allait changer les opérations de manière exponentielle. Lancé au Japon, Unicharm introduisit le polymère superabsorbant (SAP) comme composant de matrice du tampon absorbant pour créer une gamme de couches super absorbantes pour bébés !
Le SAP a la capacité remarquable de retenir de grands volumes de fluide par rapport à son poids, même sous pression, comparé à un tampon absorbant entièrement composé de fluff. Mais le SAP seul a tendance à absorber et à évacuer le liquide lentement. Pour augmenter les taux d’absorption, les fabricants combinent le SAP et le fluff pour produire les tampons absorbants les plus couramment utilisés actuellement.
Conceptions de tampon absorbant actuelles
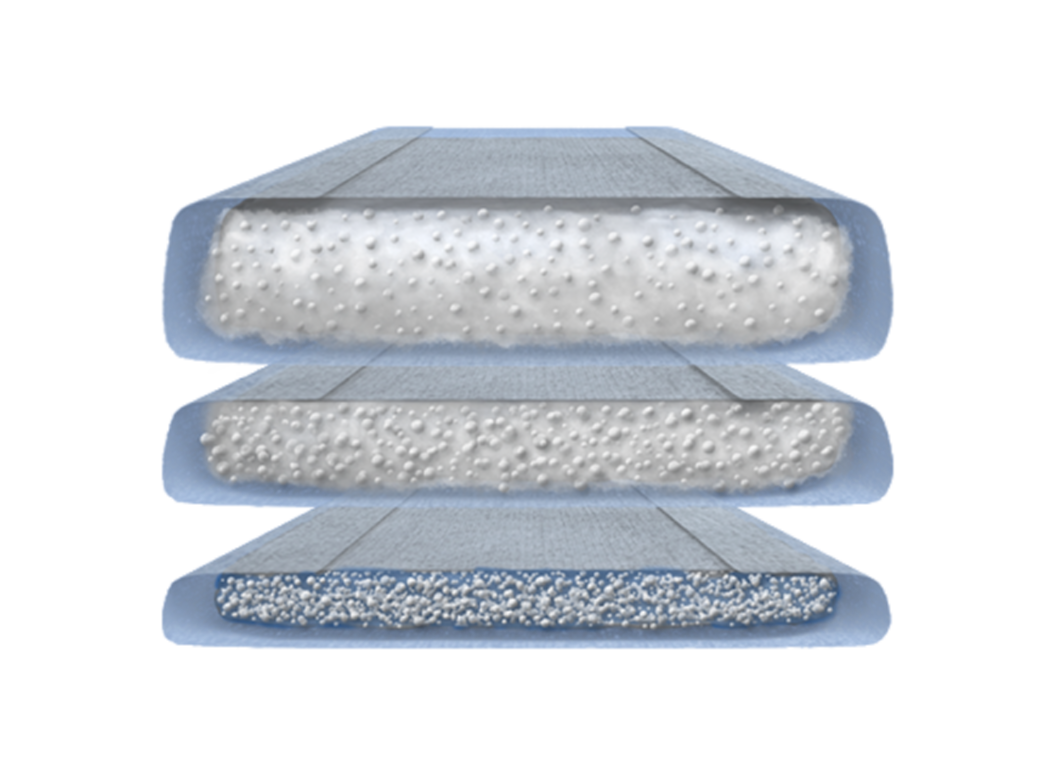
Avec l’introduction de SAP dans la matrice de tampon absorbant, le fait d’avoir moins de fluff a permis aux fabricants de commencer à fabriquer des produits offrant des tampons absorbants plus minces. Actuellement, la plupart des fabricants utilisent deux ensembles de taux de peluches/SAP :
50 % de peluches et 50 % de SAP
À ce taux, les fibres de peluches sont enchevêtrées afin de créer un coussinet assez cohésif pour maintenir le SAP en place et fournir un certain niveau d’intégrité du tampon absorbant. Pour les fabricants qui souhaitent améliorer l’intégrité du tampon absorbant, un adhésif peut être utilisé pour une amélioration supplémentaire.
70 % de SAP et 30 % de peluches
À ce taux, les fabricants sont confrontés à des défis plus complexes. Le transfert du tampon absorbant en peluches/SAP du tambour sur le voile inférieur s’effectue facilement à 50 % de SAP. Mais à 70 % de SAP, une enveloppe de tampon absorbant est nécessaire pour éviter la perte de poudre de SAP due à la vitesse du tambour et à la vitesse de ligne. Bostik a constaté qu’un tampon absorbant présentant un taux de 70 % de SAP et 30 % de peluches et aucun adhésif échouait immédiatement à l’essai de fissuration du tampon absorbant conditionné, car la poudre de SAP s’accumulait au fond du tampon absorbant dès qu’il était secoué. À ce taux, l’adhésif pour tampon absorbant est essentiel pour immobiliser le SAP – et pour la performance.
Un avenir sans peluche
Alors que les fabricants de produits recherchent des options de conception de tampon absorbant sans peluche, la stabilisation du SAP devient critique. Sans peluche, il n’y a pas de fibres de peluche pour maintenir la poudre de SAP en place. Une autre approche est donc nécessaire pour stabiliser le SAP, et l’adhésif en est un élément essentiel.
Je veux en savoir plus sur la conception du tampon absorbant.


Je veux en savoir plus


Bases du système adhésif d’un tampon absorbant : Une meilleure compréhension commence ici
En savoir plus