使い捨て衛生用品の接着ソリューションに関するスマート専門用語
Application precision(正確な塗工): 接着剤または他の方法で、望む箇所に基材を正確に接着させる能力。
Bio-based(バイオベース): コットンや竹などの再生可能な生物資源から製造される。バイオベース材料は、「よりグリーン(環境に良い)」だと見なされていますが、その特性を低下させかねない処理が必要となる場合もあります。バイオベース基材の使用は、接着剤の選択に影響を与える場合があります。特定のバイオベース繊維は、高い割合で使われるとその熱可塑性が低下します。これは効果的な超音波融着に必要な基材融解を妨げることになります。一方で、その低い熱可塑性によって、接着剤の使用が妨げられることはありません。
Damping(制動): エネルギーを吸収、消散させる力。エラストマーには制動の特性があるので、超音波融着には向きません。代わりにホットメルト接着剤が使用されます。(「ダンペニング(減衰)」とも呼ばれる)
Debond(剥離): 相互にしっかり接着されている2つの基材を分離させること。ホットメルト接着剤を使用した場合は、接着剤が塗布された温度に熱することにより、比較的簡単に剥離できます。超音波融着(USB:UltraSonic Bonding)でしっかり接着された材料を剥離することは不可能です。USBは永続的なものと見なされます。
Elastomers(エラストマー): 「エラスティック・ポリマー(弾性ポリマー)」を短縮し混合した用語で、粘弾性を持つ任意のポリマーを指します。エラストマーは多くの場合、熱硬化性(加硫が必要)がありますが、一方で熱可塑性が高いものもあります。一般的に、エラストマーは超音波融着には向きません。代わりにホットメルト接着剤が使用されます。
Melting point(融点): 個体が液体に変化する温度。すべての材料に融点があるわけではありません。多くのバイオベース材料を含め、燃えるものもあります。またホットメルト接着剤などの材料は、広い温度域でゆっくり軟化し液状になります。(軟化点を参照):超音波融着を使用する場合、接着する基材は同じような融点を持つものでなければなりません。
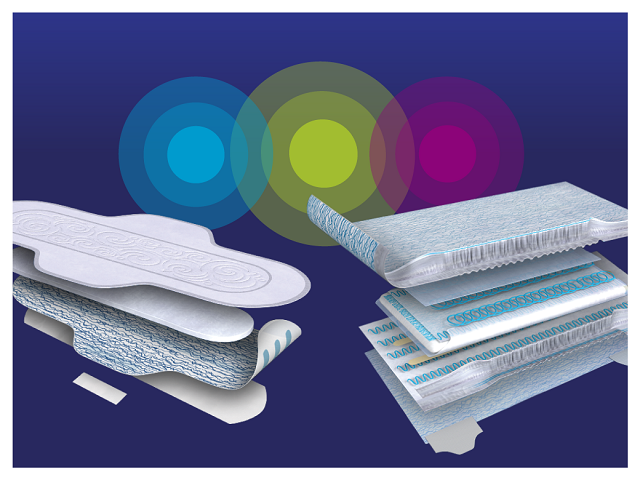
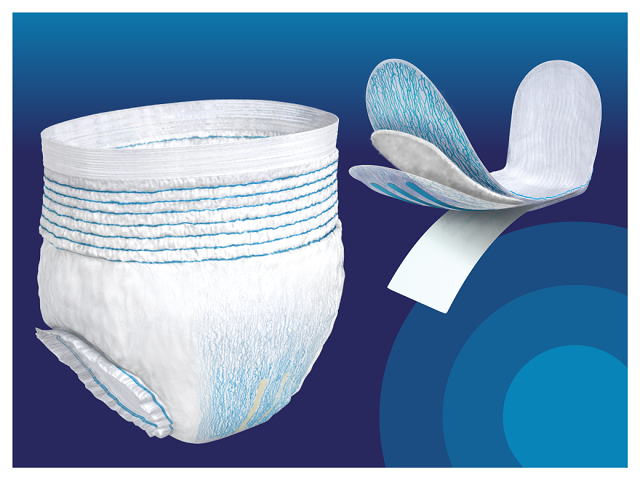
Pad attachment adhesives(ズレ止め用接着剤): パッド固定用接着剤または下着固定用接着剤とも呼ばれるこのタイプの接着剤は、フェミニンケア製品や成人失禁用のアダルトケア製品をユーザーの下着に固定するために使用されます。ズレ止め用接着剤は、様々な織り方、表面加工、伸長性などを持つ、多岐にわたる材料に接着させる必要があります。この接着剤は、消費者にパッドがずれないという安心感を与えるに十分な接着力を持つ必要があります。また、パッドを取り外した時に、製品が裂けたり接着残留物が残ったりする原因となってはなりません。
Rotary ultrasonic bonding(ロータリー式超音波融着): ロータリードラム式融着とも呼ばれます。ロータリー式超音波融着は、不織布やウェブ材料の継続的な融着のためにロータリードラムを使用します。
Single-strike (“plunge”) welding(シングル・ストライク (「プランジ」)溶接): スポット融着によるポイント接着、材料の切断、穴開けを行います。シングル・ストライク(プランジ)融着は、超音波融着の方法の一つです。
Stay in place(所定の位置への固定): 着用する使い捨て衛生用品のパッドが、使用中に動かないようにする必要性。これは、ズレ止め用接着剤を使って実現されます。通常、パッドメーカーは、所定の位置への固定性を測定するために剥離試験を行います。
Thermal bonding(サーマル・ボンディング / 熱融着): ヒート・ボンディング、メルト・ボンディングとも呼ばれます。熱融着では、複数の材料を結合するために熱を直接加えます。使い捨て衛生用品では、一定の高温に維持された狭いギアのようなホイールを使って実現することができます。
Thermoplasticity(熱可塑性): 物質が高温にさらされた場合、燃えたりせずに融解または軟化する性質を指します。ホットメルト接着剤は、高い熱可塑性を備えています。熱可塑性が低い基材は融解しないため、超音波融着には向いていません。
Thermoset rubbers(熱硬化性ゴム): 高温を利用して成形(硬化)したエラストマー.。 一般的に、熱硬化性ゴムは超音波融着には向いていません。代わりにホットメルト接着剤が使用されます。
Ultrasonic bonding (USB:超音波融着): 超音波接合とも呼ばれます。USBは、複数の基材を融合させるために高周波(超音波)音波を使用するプロセスです。超音波エネルギーによって、基材同士がプレスされる箇所で局所的に部分融解させます。音波が切断されると、材料は急速に冷却され、融着が形成されます。そのため、接着される基材は熱可塑性があり、同じような融点を持つものでなければならなりません。USBは、永続的に材料を融着させます。USBには、シングル・ストライク(「プランジ」)融着とロータリードラム式溶着の2つの手法があります。
Adhesion(接着): つの材料の表面を併せた際に、その材料を分離することが難しい状態。接着は様々な現象から生じる可能性があります。接着剤の場合は、物理的接着と分散性接着が一般的です。長い間、唯一の接着方法だと考えられてきた機械的接着は、木材や使い捨て衛生用品で使用される不織布などの多孔質の表面で生じます。後者の場合、ホットメルト接着剤が細孔に浸透し、固化し、不織布に接着します。分散接着は、金属や特定の使い捨て衛生用品で使用されるポリエチレンフィルムなど、滑らかな表面上で生じる実際の引力です。超音波融着の場合、2つの基材は接触点で部分的に融解して一体化します。
Changeover(切り替え): 生産ラインをある構成から別の構成に変換すること。これは、基材や接着剤などひとつの構成要素を変更することから、全く別の製品の製造への変更までが含まれ、多岐にわたります。接着剤の切り替えには、Bostikがお客様に提供しているような特定の手順を必要とします。通常、接着剤の切り替えに組立てラインの再構成は必要ありません。逆に、接着タイプの変更(たとえば、接着剤からUSBへの変更)には、新しい機器に対応するため、材料の特性を機器に合わせたり、ラインの変更が必要になる場合があります。
Substrate(基材): 一般的に接着剤が塗工される材料を表す用語。表面エネルギーや通気性などの基材の特性は、接着剤の濡れ性に大きく影響します。そのためそれは、接着品質に影響を及ぼします。基材の強度や柔らかさも、製品設計における重要な検討事項です。接着剤を推奨したり選択したりする前に、基材の特性を理解することが重要です。超音波融着が使用される場合、基材は充分な熱可塑性が必要で、かつ同じような融点を持つものでなければなりません。
Thermoplastic(熱可塑性): 熱可塑性は、加熱と冷却サイクルが繰り返されても、その特性を維持できる材料の特性です。例としては、溶けて再度凍る水や、軟化・融解し、冷却すると再度固化するプラスチック・ポリマーなどがあります。ホットメルト接着剤は熱可塑性で、常温では固体です。基材の熱可塑性の度合いは、接着の選択に影響を与えます。